


Fast Delivery
With streamlined production, Wiringo ensures quick turnaround times to keep your projects on schedule.

One-on-One Assistance
Dedicated experts provide personalized support throughout the design and production process.

Reliability and Quality
Wiringo’s overmolded assemblies are rigorously tested for durability and reliable performance in harsh environments.

Superior Custom Capabilities
Wiringo offers complete customization, from connector types to materials, for overmolded assemblies tailored to your needs.
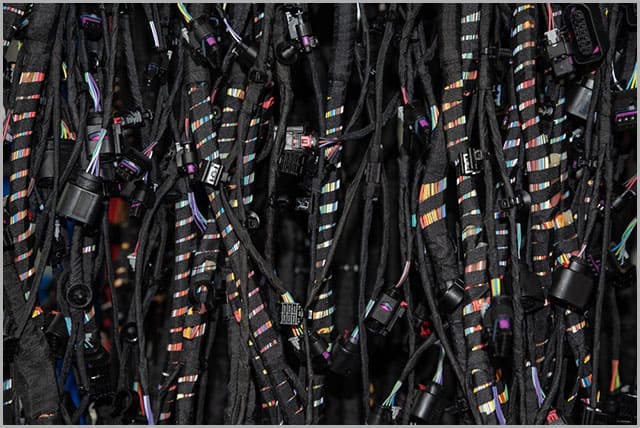











Automotive Cable Assemblies
Built to withstand the vibrations, heat, and harsh conditions of automotive environments, these assemblies ensure secure connections in vehicles' electrical systems.

Data and Signal Cable Assemblies
These assemblies provide reliable data transmission while protecting against interference and environmental hazards, ideal for communications and networking applications.

Industrial Equipment Cable Assemblies
These heavy-duty assemblies are engineered for industrial machinery and offer protection against extreme temperatures, vibrations, and abrasions.

Power Cable Assemblies
Designed to deliver consistent electrical power, these overmolded cable assemblies are built for high durability and performance in power distribution systems.






I have received an shipment of the cables that was supplied (p/o : 5130903714 )
I would like to say thanks you , to you and your staff ( factory ) well done.
I am very happy with the quality of the work, ( C )

Thank you very much for your hot support and efforts for our parts supply.
We received your DC cables with thanks a lot.
All parts passed inspection successfully!
Lead Engineer
I just received the cables. Once again, we are very pleased with the results. We are also looking forward to further cooperation in the future.
Please take care.
I could not ask for anything better in terms of quality since everything arrived in perfect condition.
Thank you very much and I look forward to future projects with Wiringo.
Thanks again for Wiringo's hard work in making this project a success.